
第1章 系统简介
1.1 现场概述
在散状物料处理的输送系统中将物料卸在不同的料仓之中的过程称之为卸料或布料。布料的关键设备就是卸料小车(又叫卸料车、布料小车、移动式可逆输送机、可逆带式输送机、可逆配仓带式输送机、可逆配仓移动式皮带输送机、梭式布料机),它的作用就是在输料系统中将上料皮带机上的料卸在指定的料仓里,为达到卸料小车能给不同的料仓卸不同的料,卸料小车需要沿着上料皮带机运行方向进行正反方向的往复运行。
在铁前系统中的矿山、原料、烧结、球团、焦化、炼铁以及港口码头都会用到卸料小车来卸料,虽然工艺条件不同,但对卸料小车的位置检测是关键一环,会直接影响产品质量和工作效率。如港口码头是在大型散料仓库上方装设运行轨道安装皮带运输机,当固体颗粒状成品不直接装车时,可通过皮带运输机输送到卸料小车进料口,再由卸料小车沿着运行轨道将固体颗粒成品均匀撒在散料仓库内进行储存;卸料车通过精确位置控制来实现多点均匀布料,由此提高仓容,创造经济效益。在钢铁生产过程中铁前环节需要将不同料种进行混配,料仓布料的精确度影响钢铁质量和效益,通过对卸料车的高效准确自动化控制能够科学达到铁前产品质量要求,并能提高生产效益,改善操作人员工作环境。
1.2 目前采用的定位方式
目前最原始的控制是操作人员随小车一起移动现地使用手动控制卸料小车来实现对料仓的卸料,岗位操作人员通过人眼观测每个料仓的料位,根据需要将小车开到合理的料仓卸料。其次对卸料小车的控制大多是通过在每个料仓处安装限位开关,利用其提供的几个点的位置信号在操作室内进行远程控制;对小车到达目标仓位和换仓的判断是基于操作台上的仓位信号灯的指示信号:例如1#-12#共12个仓就在操作台面板上设置对应的12个位置指示灯。指示灯的信号是通过在现场的每个仓旁边装一个或多个接近开关(或限位开关)得到的。当小车经过仓位处的接近开关或限位开关时,开关感应到一个信号,送给中控室,从而对应仓的指示灯亮,操作人员就知道小车到达了目标仓,即按停止按扭进行卸料,当中控室的料位信号指示仓满后操作人员控制小车继续向左或向右运行,直到到达对应的目标仓,信号灯亮后再停下来布料,以此达到换仓的目的。
传统的这种方式所使用的限位开关会出现如下问题:第一容易失灵,接近开关或限位开关的工作原理决定了其可靠性不佳。其次由于小车制动时发生的“溜车”现象,停不准。所以一旦小车不能准确停在所安装的限位开关范围内(发生溜车),中控室的操作台上的所有信号灯无一变亮,这样也就出现了我们所说的“小车位置丢失”,中控人员不知道小车到底在什么位置了,这时就需要派人到现场确认小车位置后告知中控,中控才能继续操作小车运行到达目标位置。上述问题对控制和生产带来的影响总结如下:
卸料小车是直接将料卸到料仓的,由于定位的不准或失灵(特别在发生溜车时如果操作人员责任心不强,未到现场确认位置,晚间值班多易出现)容易导致错仓混料的事故,直接影响到原料成分的稳定性,造成质量不合格;
整个连续的生产过程常被打断,不仅影响了生产效率,而且设备的实际作业率很低,无法实现整个流程的信息化高效作业;
失灵后需专门派人到现场确认小车位置,派到现场的观察人员与操作室操作人员之间频繁的信息交换主要是通过对讲机来传递的,因为现场噪音干扰严重,受通话质量、现场环境等影响,难以保证信息传递准确性。一来容易引发事故,二来无端耗费大量工作时间;
当操作人员在控制室内操作卸料小车时,现场观察人员的存在始终是一个安全隐患。如果操作工与现场观察人员之间相互配合出现失误,就有可能发生意外伤亡事件;
卸料现场环境极差,粉尘和噪音严重影响了岗位操作人员的身体健康,不宜长期有人在现场值守;
中控室只能感应到几个点的位置信号,中控室无法实现对现场长量程的监控功能;
因为定位不准,中控室调度需要时刻同岗位操作人员保持联系,以便确定现场的卸料情况,进行全盘计划和调度。中控和现场互相之间的沟通交流就占用了大量的时间,给提高设备的整体作业率带来了许多不便;
限位开关的失灵还可能导致卸料小车两端碰撞或掉道事故。
要完善解决上述问题就必须做到两点:第一,位置信号要可靠准确,而且要能在现场强粉尘的环境下可靠工作。第二,中控要能把小车的运行轨迹跟踪监控下来,非常直观地知道小车目前所处料仓的位置坐标和对应的料仓(如果采用摄相头监控无法指导操作人员对几十米长的一模一样的仓位进行识别)。也就是说如果我们能知道现场小车的连续绝对位置坐标,就能很好地做到这两点。
1.3 本系统采用的定位技术
本系统使用刻度标尺精确定位技术来检测卸料小车的实时位置,将卸料小车的实时位置信息传送到系统PLC,再到上位机,主控操作人员或岗位人员通过上位机时刻掌握卸料小车的具体位置和每个料仓的仓容情况(结合料位计)来控制卸料小车运行。通过刻度标尺精确定位系统和控制系统的协同工作,可以实现卸料小车行走位置准确可靠,将皮带机上的料卸在指定的料仓中,防止偏离卸料口,实现定点或多点布料,满足卸料需求。
通过该技术的使用,可以时刻掌握各个料仓的实际料量,了解卸料小车的实时位置,实现自动定点或多点均匀卸料。可提高卸料效率,节约成本;有利于减少工人劳动强度,保护岗位操作人员身体健康;杜绝各类生产安全事故和混料错仓等质量事故的发生;实现信息的有效收集,有利于提高设备作业率;提高自动化控制水平和信息化管理水平,保障产量和质量,提升企业形象,提高企业产值和竞争力。
第2章 刻度标尺精确定位系统
2.1 刻度标尺系统简单说明
刻度标尺精确定位系统包括一台地面电气柜(含刻度分析仪等)、一台车载电气柜(含刻度生成仪等)、刻度标尺以及游尺指针等。其中刻度标尺是由扁平状的PVC合成材质外壳材料和内部按照格雷码规律编制的芯线构成,类似一把有刻度的标尺,一般安装在沿移动机车运行轨道单侧边,或者沿运行轨迹铺设在地面上,亦或安装在轨道旁的栅栏立柱上均可,需要检测多长的位移就铺设多长的刻度标尺;游尺指针安装在机车上,用于识别本机车所在的位置。游尺指针相对刻度标尺平行非接触移动,游尺指针指向的刻度即是当前位置值,可以在车上或地上得到位移量,无需初始参考点,定位精度5毫米,分辨率2毫米;可以断续或连续检测,尤其适用于轨道不平整的大车或环形运动机械位移检测。防水、防油、防尘、耐酸碱,适用于冶金、矿山、水利、港口码头堆场、仓储、化工等条件比较恶劣的环境。
2.2 刻度标尺系统原理
刻度标尺精确定位系统采用电磁感应原理来检测移动设备的位移量,当游尺指针线圈中通入交变电流时,在游尺指针附近会产生交变磁场。刻度标尺近似处在一个交变的、均匀分布的磁场中,每对刻度标尺芯线会产生感应电动势。刻度生成仪信号通过电磁耦合方式传送到刻度标尺的感应环线上。刻度分析仪对接收到的信号进行相位比较。交叉线的信号相位与平行线的信号相位相同,地址为“0”;交叉线的信号相位与平行线的信号相位相反,地址为“1”,这样感应的地址信息是格雷码排列,由此确定游尺指针在刻度标尺长度方向上的位置。
2.3 刻度标尺技术指标
移动机车地址测量精度:≤5mm,分辨率:2毫米,测量范围:任意定制;
工作环境温度:系统工作温度:-20℃— +70℃,
刻度标尺工作温度:不加防护套:-40℃—+85℃,
加防火套: -40℃—600℃,高温时耐热时间约80秒;
非接触间隙:150mm±50mm(根据需要可达500毫米),左右偏摆容差:±50mm;
重量:刻度标尺重量:1.5Kg/m,外形尺寸:100mm×10mm×长度;
游尺指针重量:≤2.5Kg,外形尺寸:400mm×400mm×30mm(特殊可定制);
通信误码率:<10-7;
刷新速度:20HZ;
适应速度:≤350M/min;
标准信号输出:RS232/RS485,可扩展其它信号;
信号传输距离:≤1200米(485信号输出);
刻度标尺和游尺指针防护等级:普通IP67,最高IP69(水下工作);
输入电源:220VAC±10%;
耗电:地面电气柜<100w 车载电气柜<100w。
2.4 刻度标尺功能特点
系统中的刻度生成仪(兼函数信号发生)按一定的周期发出地址载波信号,经游尺指针发射至刻度标尺,地面站的刻度分析仪接收到信号后,解码还原出机车所处刻度标尺处的绝对地址,经控制器处理后由RS232或者RS485输出。
无磨损的非接触式位置检测,使用寿命长;
可以断续或连续检测,测距长达2公里,位移检测长度可以根据需要定制;
耐污染能力超强,可用在水下、防蒸汽、耐酸碱;
安装简单更换方便(无需改变现场环境),免维护;
高稳定性、高可靠性、多种信号输出方式选择;
具有反向极性保护功能、防雷击、防射频干扰、防静电;
无需参考点的位移量绝对型输出,不怕掉电;
位置的取样时间和测量长度没有关系;
可以用在环形运动机械位置检测。
刻度标尺可以埋在水泥地面内,方便安装和防护,不影响作业环境。
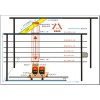
2.5 刻度标尺单套设备结构图(一维检测)
1) 车载子系统:由游尺指针、车载电气柜(内含刻度生成仪、开关电源等)。
2) 地面子系统:由地面电气柜组成(内含刻度分析仪、开关电源、网关、标尺引线转换器等)。
3) 刻度标尺子系统:由专用刻度标尺、CN箱、EN箱、普通电缆以及各种用于刻度标尺安装、固定、防护机构组成。
图示2:一维检测系统结构示意图
第5章 系统实现功能特点
实时检测卸料车当前位置,即所处仓位(槽位)识别;
多点均匀布料(下料),提高仓容利用率;
精确作业,优化流程,减少人工出错机率;
防止错仓混料、卸料时偏离卸料口事故的发生;
根据工艺与料位计配合,可实现远程控制,半自动、全自动操作;
实现生产过程的计算机管理,远程监控,生产状况存贮查询;
保护工人身体健康和人身安全;可提高工作效率和生产管理水平;
延长卸料车的使用寿命。
位置联锁控制防止下料落空或超过极限位置发生碰撞/脱轨事故。
第6章 系统应用领域
主要用于散状物料处理环境中的物料搬运设备。如矿山系统、冶金系统、港口码头系统、化工系统、电力系统、水泥系统、轻工系统、建材系统、军工系统、机械系统等有轨搬运设备精确定位和自动控制,如:矿山采矿选矿卸料小车定位、烧结机成品卸料车定位系统、烧结成品矿槽移动布料小车定位系统、烧结成品矿仓卸料小车定位系统、烧结混匀配料系统卸料小车自动定位系统、链篦机-回转窑工程中卸料小车自动定位系统、烧结工程燃料破碎室仓上卸料小车定位系统、烧结工程配料室混匀仓上卸料小车定位系统、混匀配料槽卸料小车定位系统、高炉矿槽作业线上皮带卸料小车定位系统、球团环保车间卸料系统、综合原料场工程中卸料小车自动定位系统、原料厂供-2A、2B卸料小车自动混匀配料系统、高炉矿槽卸料小车智能布料系统、矿槽作业线移动布料小车布料控制系统、焦化备煤系统带式输送机用的卸料车位置检测系统、炼铁原燃料供料系统焦炭卸料车定位、烧结卸料车定位和球团及杂矿卸料车定位、带式输送机卸料小车的位置检测、储煤筒仓上卸料小车三定点卸料系统、港口储运筒仓卸料系统、石灰窑小车自动卸料系统等。
第7章 联系方式
更详细资料请联系:
宜昌索尔德自动化科技有限公司
Yichang sold Automation Technology Co.Ltd.
地址:湖北宜昌市高新技术开发区城东大道10-6-108号
邮政编码:443000
24小时热线:18671740040
办公电话:0717-6566110
邮箱:18671740040@163.com
QQ:984977709 群:292452310
网址:http://www.ycsold.cn